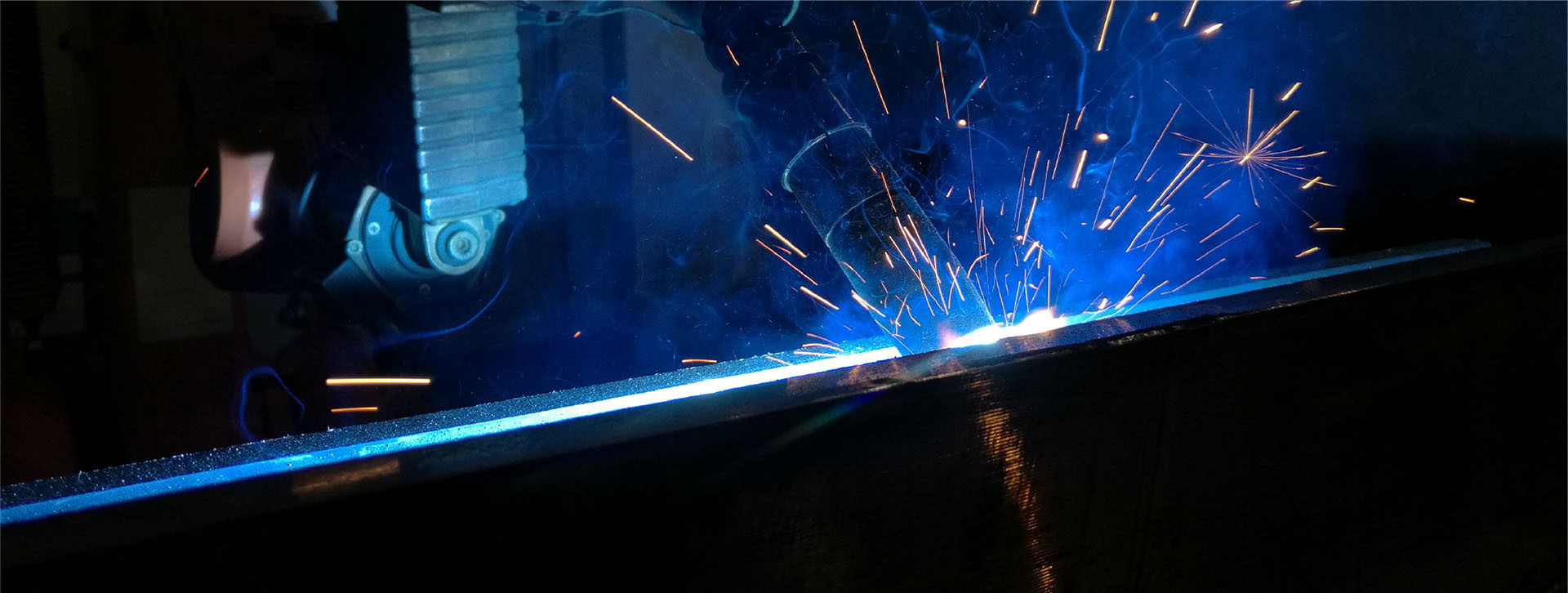



药芯焊丝堆焊弯头:2.25Cr1MoV 钢堆焊 309L+347 技术
采用309L 过渡层 + 347 表面层的药芯焊丝双层堆焊技术,通过药芯焊丝高效熔敷特性与双焊材梯度适配,精准解决 2.25Cr1MoV 钢与奥氏体不锈钢的异种金属焊接难题,实现弯头耐蚀层的高质量、低缺陷堆焊,广泛适配加氢反应器、高压换热器等严苛工况弯头的制造与修复需求。
核心技术定位与优势
该技术核心是药芯焊丝 FCAW 工艺与309L+347 双层焊材体系的深度融合,针对 2.25Cr1MoV 钢弯头 “防裂、控稀释、耐蚀” 三大核心需求,突破传统堆焊工艺的淬硬开裂、成型差、性能不达标等痛点,实现弯头耐蚀层的高效、精密、可靠堆焊。相较于手工堆焊、单一层不锈钢堆焊,具备不可替代的技术优势,完美适配弯头异形结构与严苛工况要求。
(一)双层焊材梯度适配,从根源杜绝开裂与稀释超标
过渡层:缓冲合金梯度,阻断淬硬风险
表面层:强化耐蚀性能,适配临氢工况
(二)药芯焊丝工艺优势,适配弯头异形结构与批量生产
高效熔敷,成型优良
全位置适配,攻克弯头曲面难题
低氢低脆,降低缺陷风险
(三)精准控热与性能匹配,保障弯头长期服役
热输入精准控制,避免母材变形
力学性能与工况完美契合
2.25Cr1MoV 钢弯头药芯焊丝堆焊 309L+347 技术,是异种金属堆焊工艺与高端焊材体系的完美融合,精准解决了高温高压临氢工况下弯头堆焊的行业痛点,凭借双层焊材梯度适配、药芯焊丝高效成型、精准控热等核心优势,成为 2.25Cr1MoV 钢弯头堆焊的优选技术。
随着药芯焊丝配方优化与自动堆焊设备的迭代升级,该技术将进一步适配更大口径、更复杂结构的弯头堆焊需求,为石油化工、核电、能源等高端领域的装备升级提供更可靠的技术支撑,推动高端承压装备制造行业高质量发展。