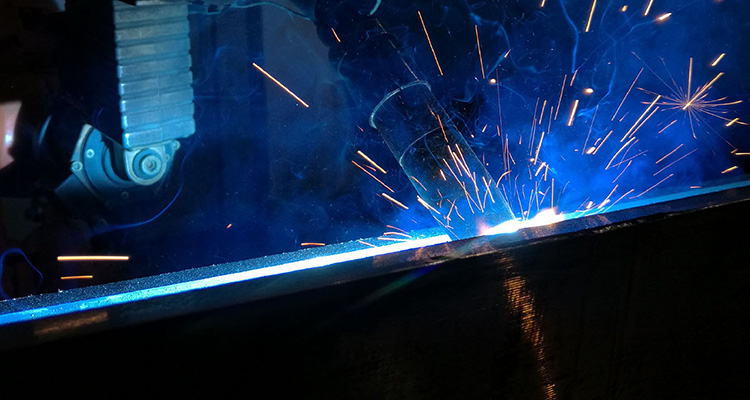
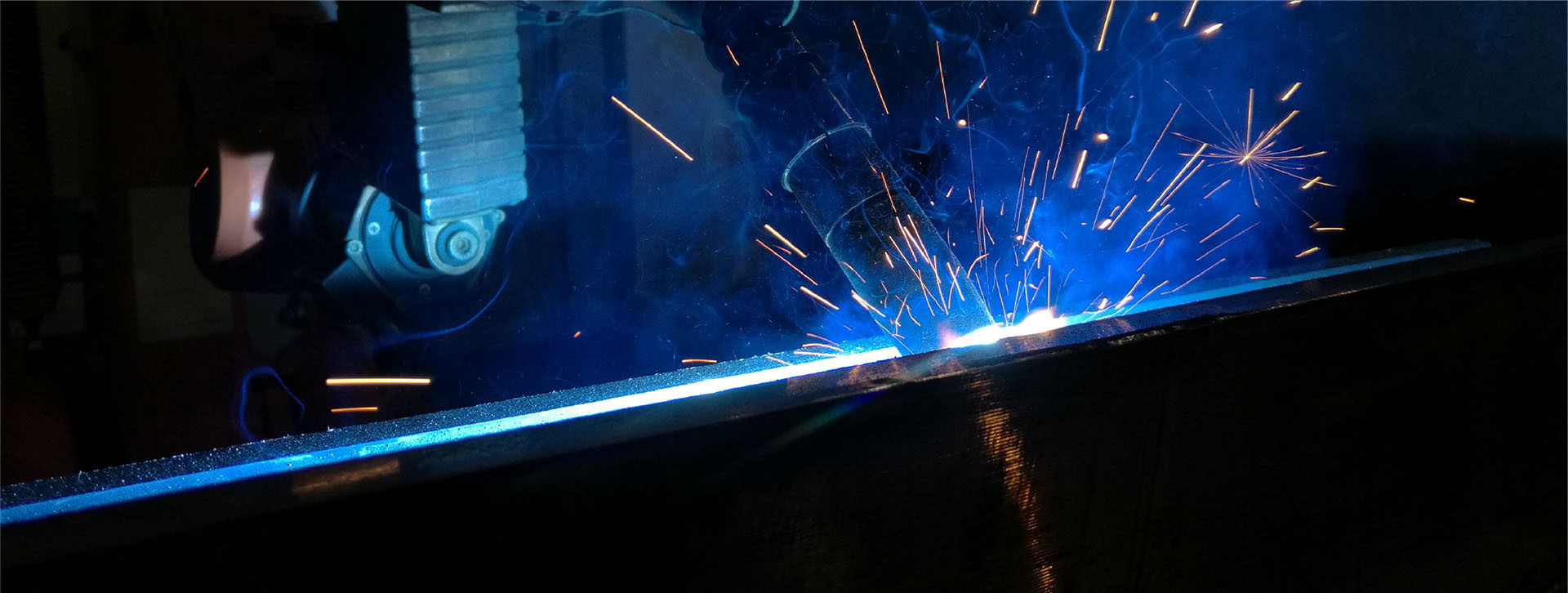



6m钢管内壁双钨极热丝TIG堆焊NiCrMo-3 技术及应用
6m长钢管作为石油化工、核电能源、海洋工程、压力容器等高端领域的核心输送与承载部件,其内壁长期承受高温、高压、强腐蚀介质(如酸碱、海水、油气)冲刷与磨损,双钨极热丝TIG堆焊技术,融合双钨极复合电弧的高效能量供给与热丝预热的熔敷率优势,搭配NiCrMo-3镍基合金的优异耐腐耐磨性能,专门针对6m钢管内壁的长距离、大面积堆焊需求,突破传统堆焊工艺效率低、堆焊不均、稀释率高的行业痛点,实现6m钢管内壁精准、高效、高质量堆焊,为长管内壁性能升级、延长服役寿命提供可靠技术支撑,广泛应用于各类高端工业长管的制造与修复领域。
一、核心技术定位与优势
6m钢管内壁双钨极热丝TIG堆焊NiCrMo-3,核心是将双钨极热丝TIG的高效精密堆焊优势,与NiCrMo-3镍基合金的耐腐耐磨特性深度结合,针对6m长管内壁“长距离堆焊、均匀性控制、低稀释率”的核心需求,解决长管内壁堆焊过程中轨迹偏移、焊层不均、效率低下等难点,实现“高效堆焊、精密成型、性能达标”的核心目标。相较于传统单钨极TIG堆焊、MAG堆焊等工艺,该技术在6m钢管内壁堆焊场景中具备不可替代的核心优势,同时依托NiCrMo-3合金的性能加持,适配长管内壁的严苛工况需求。
·双弧协同,破解长管堆焊效率瓶颈
·低稀释率加持,NiCrMo-3焊层性能卓越
·热影响区小,避免长管变形
·自动化作业,适配批量标准化生产

二、核心工艺特点与标准流程
6m钢管内壁双钨极热丝TIG堆焊NiCrMo-3的核心难点,是“长距离堆焊的均匀性控制”“NiCrMo-3合金的工艺适配”与“管内保护气体的均匀分布”,通过标准化工艺流程与精准参数控制,实现高效、高质量堆焊。