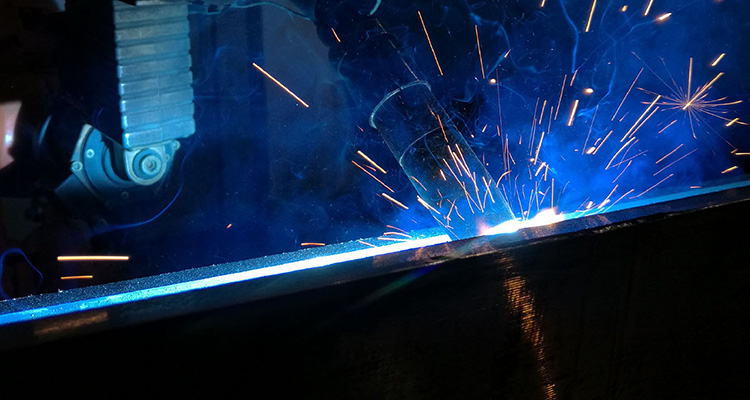
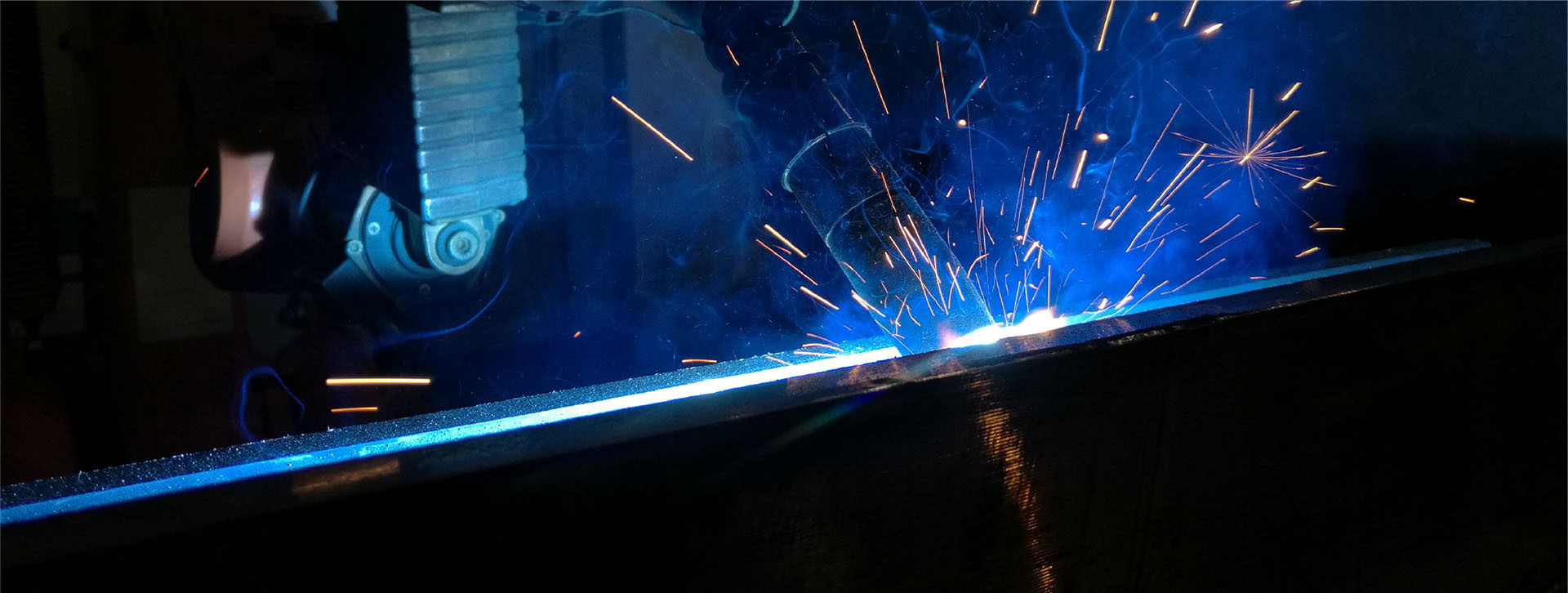
窄间隙TIG焊接系统
在厚壁结构制造领域,焊接技术的精度、效率与可靠性直接决定产品的安全性能与使用寿命。窄间隙TIG(钨极惰性气体保护焊)焊接系统作为针对性解决厚壁工件焊接难题的高端装备,凭借热输入低、焊缝质量优、材料损耗少等核心优势,已广泛应用于核电、石化、承压构件等对焊接质量要求严苛的行业,成为现代高端制造中不可或缺的关键工艺装备
一、窄间隙TIG焊接系统的核心定义与设计初衷
窄间隙TIG焊接系统是基于传统TIG焊接技术改良升级的自动化焊接装备,核心是通过采用窄且深的小角度坡口(通常坡口宽度仅为8-11mm,远小于传统V型坡口),配合专用焊枪、精准控制系统及辅助装置,实现厚壁工件的高效、高质量焊接。与传统大角度坡口焊接相比,其设计初衷在于解决厚壁焊接中存在的填充材料消耗大、焊接效率低、热输入过高导致工件变形等痛点,同时破解窄间隙坡口侧壁难以充分熔合的技术难题,兼顾焊接质量与生产效率的双重需求。
不同于常规TIG焊接,窄间隙TIG焊接系统需应对坡口空间狭窄、电弧加热范围受限、熔池观察困难等特殊挑战,因此在焊枪结构、气体保护、温度控制、运动精度等方面进行了针对性优化,形成了一套集机械、电气、工艺于一体的完整技术体系。

二、窄间隙TIG焊接系统的核心组成的结构解析
(一)核心焊接模块:核心焊接模块是系统的“心脏”,直接决定焊接质量,主要由窄间隙焊枪、TIG焊接电源及送丝系统组成。
(二)运动控制模块:运动控制模块负责带动焊枪沿坡口精准运动,确保焊接轨迹的一致性,主要包括行走机构与焊枪调整装置。
(三)辅助保护模块:辅助保护模块用于保障焊接过程的稳定性,防止焊缝氧化、气孔等缺陷,主要包括供气系统与水冷系统。