




钴基合金药芯焊丝对比粉末焊和手工焊条焊棒的优势
钴基合金药芯焊丝相比粉末焊和手工焊条 / 焊棒,核心优势集中在高效率、稳定冶金结合、全位置自动化能力、低稀释率与性能一致性、利用率高五大方面,同时规避粉末结合弱 / 气孔多、焊条效率低 / 质量波动大的短板。
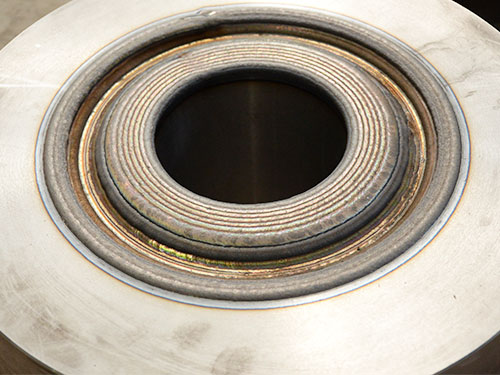
1. 冶金结合强度高,不掉层
焊丝焊接为完全冶金熔合,结合强度≥400MPa,抗冲击、抗剥落;
粉末多为机械结合或半冶金结合,结合强度低,易开裂、掉块,尤其受冲击时。
2. 稀释率低且可控,性能稳定
焊丝稀释率可稳定控制在5–15%,合金成分与设计一致,硬度 HRC50–67 可控;
粉末稀释率波动大(10–30%),易因母材稀释导致硬度 / 耐磨性下降。
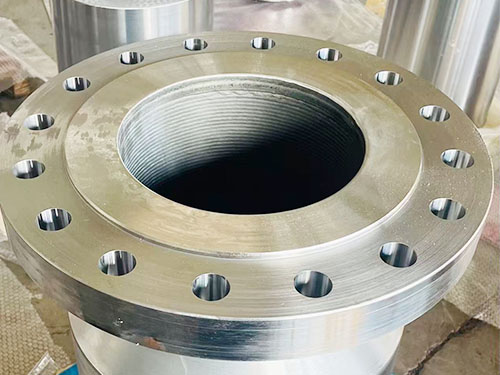
3. 无气孔 / 氧化物夹杂,致密性好
焊丝焊接保护充分(气保护 / 自保护),堆焊层致密无气孔,耐蚀 / 耐磨更稳定;
粉末喷涂易卷入空气,气孔率高,耐蚀性与疲劳寿命显著降低。
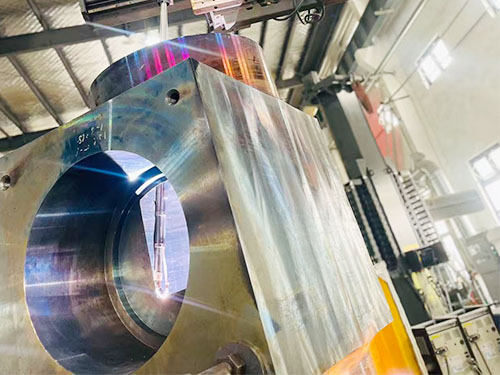
4. 全位置焊接,不受平焊限制
焊丝可实现立焊 / 仰焊 / 管道内壁等全位置自动化堆焊;
粉末仅适用于平焊,复杂型腔 / 内腔(如阀门内孔)无法施工。
5. 熔敷效率高,成本更低
焊丝熔敷效率8–12kg/h,为粉末的 2–3 倍;
粉末送粉率 3–5kg/h,且粉末利用率仅 60–70%(飞粉浪费),焊丝利用率≥95%。
6. 设备简单,现场适应性强
焊丝配常规气保焊 / 埋弧焊机即可,户外 / 大风环境可用自保护焊丝;粉末需专用等离子 / 激光设备,成本高、对环境洁净度要求高。
1. 熔敷效率翻倍,省人工
焊丝熔敷效率8–12kg/h,为焊条(2–3kg/h)的 3–4 倍;无需频繁换焊条,连续作业时间长,人工成本降低。
2. 质量一致性好,无手工波动
焊丝参数(电流 / 电压 / 送丝速度)可标准化锁定,机器人 / 半自动焊接,焊缝成分、硬度、成型高度一致;焊条依赖焊工手法,质量波动大,合格率低,焊条利用率低。
3. 焊接无飞溅,成型美观
药芯配方优化,无飞溅,焊道平整光滑;焊条飞溅大、清渣繁琐,成型粗糙,需大量打磨修整。
4. 全位置焊接,复杂工件易操作
焊丝可立向下焊 / 仰焊,管道、阀门、轧辊等复杂工件自动化堆焊;焊条仰焊 / 立焊难度大,劳动强度高,合格率低。
5. 合金成分稳定,性能可控
焊丝药芯成分均匀,C/Co/Cr/W 比例精准,硬度 HRC55–60 稳定;焊条药皮易受潮、成分偏析,批次间硬度波动 ±5HRC,耐磨性能不稳定。
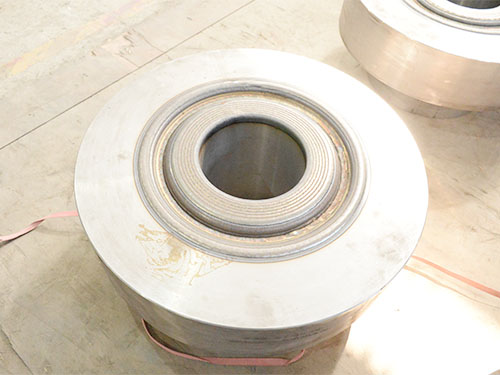
6. 长寿命连续堆焊,适合大面积
焊丝为盘状(15kg / 盘),可连续数小时堆焊,适合轧辊、磨机磨盘、大型阀门密封面等大面积工况;焊条单根短(400mm),频繁更换,效率低、接头多。

优先用药芯焊丝:高温高压阀门密封面、轧辊、磨机磨盘、管道内壁、核电 / 石化堆焊(大面积、长寿命、自动化需求)。
钴基/镍基/碳化钨药芯焊丝在效率、质量、自动化能力、结合强度、综合成本上全面领先粉末与手工焊条,是大面积、长寿命、复杂工况堆焊的首选方案。